Light Gunsmithing
Making Reproduction Grip Caps and Buttplates
column By: Gil Sengel | September, 24



When real wood stocks are refinished, the metal is often reblued as well. The work is now done, right? Not necessarily. There is nothing that takes away from an otherwise good-looking job than a cracked, broken or missing grip cap or buttplate. Original replacements are seldom available and used parts companies know nothing about proper caps or buttplates. What to do?


Remington’s “leaping deer” and “flying goose” grip caps are common, as are the two sizes of “Winchester Repeating Arms Co.” caps. Remington also has two sizes of a fancy grip cap and Savage had a couple for Model 99s. Mauser had at least three. European gunmakers had the greatest variety, making caps and plates from compressed horn or carving them from the same material. Most of these from the 1900-1950 period are unappreciated art in design, form and company logos.
Early caps and plates were made from a material called gutta-percha, a plastic-like substance that came from the latex (sap) of certain Malaysian trees. Later, hard rubber became popular, being made by vulcanizing natural rubber. Both of these products eventually became brittle and tended to break. Better material came along in the 1950s, but grip caps were often cast as thin shells (cheaper) and they still broke in cold weather. The grip cap I will make is impervious to everything but burning!

Making the mould is basically common sense – just push the pattern into clay. However, it does require a certain technique, which is probably due to the composition of the clay. The following procedure has been perfected over the years and will provide perfect details in the mould every time.
First off, the quantity of clay needs to be such that there is at least a half-inch under the pattern when pressed to full depth, with the same around the edges. The surface under the clay must be flat and level. Non-level obviously means the mould won’t fill evenly, thus ruining the casting.

Next, the clay used here tends to develop hard spots if not used for a few months. Simply kneading it like bread dough for a few minutes is required. Now, form the clay into proper size and thickness. Clay tends to be “sticky” so a coating of baby powder is applied to the surface. How much is difficult to say. Try enough to be easily seen, then smooth it out with a finger. It helps significantly if the clay temperature is under 70 degrees Fahrenheit. Making a couple of practice cavities is far better than words. Sometimes coating the pattern with an almost imperceptible coat of light oil using a soft toothbrush is required. Placing the clay in the fridge for a few minutes before impressing the pattern also helps.

Pouring epoxy is next and it too has rules. The epoxy bedding compound I have used for more than 50 years is Brownells Acraglas, so the instructions apply to it, but it should be similar for any epoxy. Begin by mixing the resin and hardener. Stir slowly. If treated like a 5-gallon bucket of barn paint, air bubbles will form in the mix. These will cling to the edges of the mould and ruin the casting. Brownells sells a black dye that is added now along with an Acraglas thinner that makes the epoxy the consistency of water. If it is poured into the mould slowly, air bubbles are eliminated and a perfect casting results.

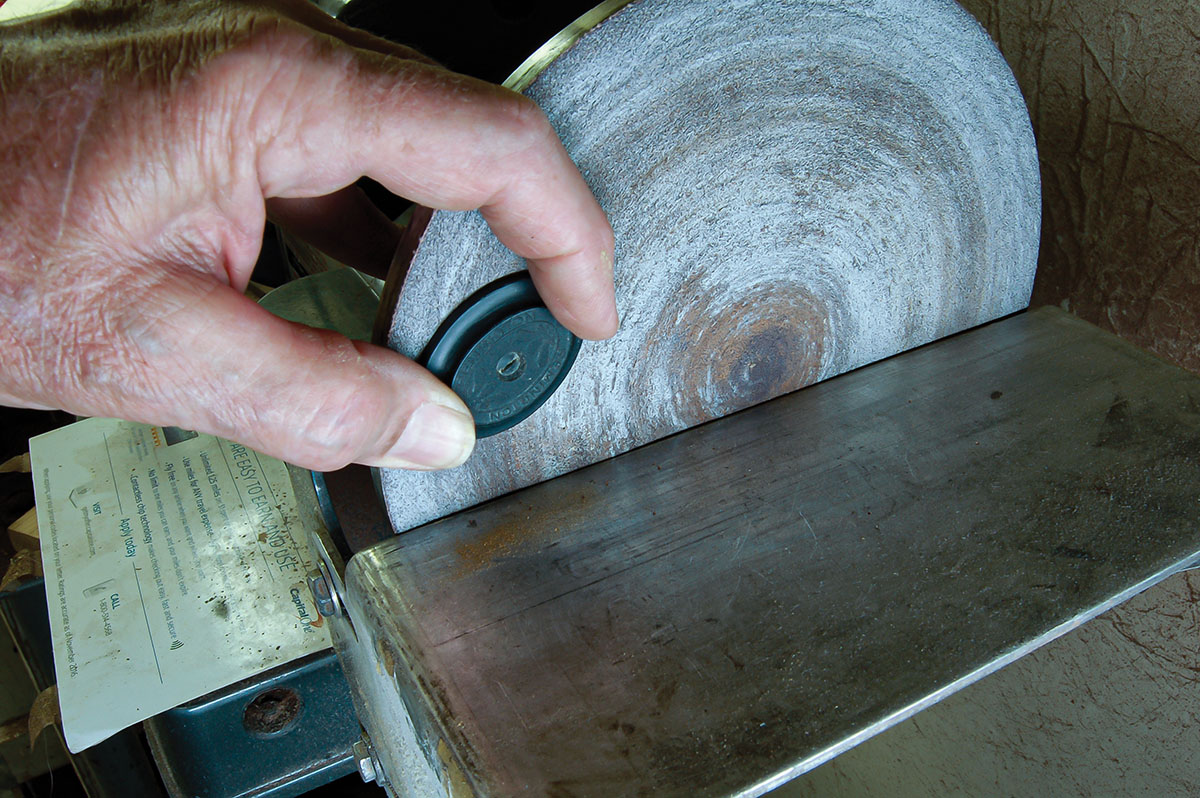
After the epoxy hardens, getting the clay off is a bit tedious. It must be rubbed off with the fingers. When clean, the rear of the new cap is flattened by rubbing on a sanding disc, and no, the power is not on!
Drilling the screw hole in a cap to be used on a stock is also tedious without the jig shown in the photos. It is self-explanatory and was made in about 15 minutes. The base is a piece of 2x4 lumber. The short piece of steel in the drill press chuck is the same diameter as the head of the mounting screw. Perfect alignment of the hole on the surface of the grip cap is now simple and quickly made using a twist drill and countersink.
Buttplates require a longer drill jig, which is also shown in a photo. Dozens of buttplates have been made for Stevens and Savage guns over the years. The study and reproduction of these seemingly insignificant decorative items hopefully causes an appreciation for the artistic expression once considered a necessary part of our culture, but now nearly gone.